
《二保焊工艺与技能训练》活页教材
工作任务提出
在钢结构的生产中,H形梁和箱形梁焊接结构是常见的钢结构。 焊接梁上装有槽钢、若干个加固隔板及底板为平角焊接。本任务旨在提高学生熔化极气体保护焊10mm 低碳钢板T形接头平角打底层和盖面层焊接,以及焊接质量的检测等技能。任务设置过程中依据学生的认知规律,按照由易到难、由浅入深、循序渐进的层次来安排教学内容。教学过程中建议采用模块化教学,学生以小组的形式完成任务,培养学生自主学习、与人合作、与人交流的能力。
二、工作目标
能力目标
1.能够说出焊接缺陷的类型、产生;
2.会制定T形接头平角焊接头的装-焊方案;
3.会选择T形接头平角焊接头的焊接参数;
4.能按焊接安全、清洁和环境要求和焊接工艺完成焊接操作,制作出合格的仰对接焊接工件。
5.能对仰T形接头平角焊工件进行质量检测。
知识目标
1.掌握T形接头平角焊正确焊条角度及运条方法。
2.掌握T形接头平角焊的操作。
素质目标
1.具有工作过程中的沟通能力和团队协作精神;
2.具有独立思考能力和学习能力;
3.具有踏实细致、吃苦耐劳的工作态度;
4.具有安全、环保和节约意识。
三、工作任务分析
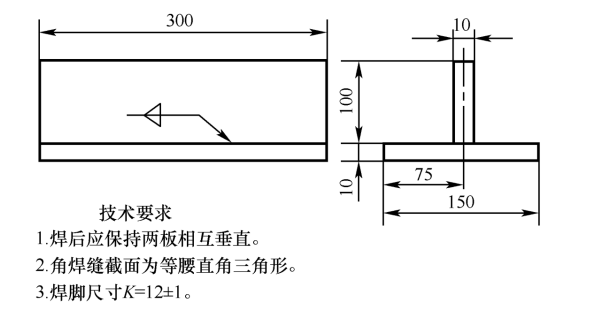
图1板对接平焊施工图
等厚度平角焊
一般焊丝与水平板的夹角为40°~50°。当焊脚尺寸不大于 5mm时,将焊丝指向夹角处,如图2所示。

单当焊脚尺寸大于5mm 时,控制焊枪前倾斜角为10°~25° 如图3所示。
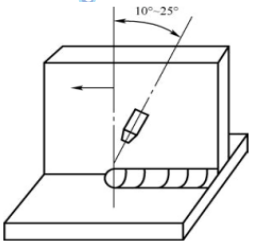
图3平角焊时的焊枪倾斜角
四、工作过程
1.材料、设备及辅助工具准备
(1)焊机 NBC300型CO2半自动气体保护焊机,直流反接。
(2)焊件 300mm ×150mm × 10mm、300mm × 100mm ×10mm各一块 ,可将其两块组成一组焊件。 要求焊脚尺寸为12mm。
(3)焊丝选ER50-6型焊丝, ϕ1.2mm。
(4)焊机 NBC300 型 CO2 半自动气体保护焊机, 直流反接。
(5) CO2 气瓶CO2 气体纯度≥99.5% 。
2.焊接参数的制定

3.装配与定位焊
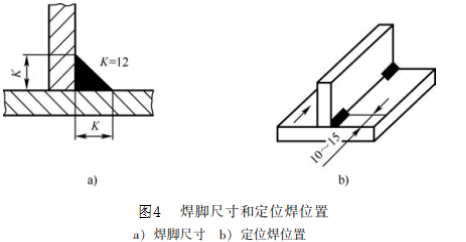
焊前在坡口两侧(正、反面)20mm范围内除锈、去污,用角磨机打磨至露出金属光泽。按下表所提供的数据进行组对。开启焊接电源,检查气流量和干伸长,调整焊接参数。定位焊是在焊接过程中是很重要的,并且一定要牢固,始端可以少焊些,终端应该多焊些(反转焊件在终端再次加固)以免在焊接过程中收缩,造成未焊端坡口间隙变窄而影响焊接质量,定位焊必须要牢固,采用正式焊接用焊丝进行定位焊,定位焊缝长度为10mm左右,定位焊缝内侧用角磨机打磨成斜坡状,并将坡口内的飞溅清除。由于V形坡口的不对称性,为此采用反变形法来预防焊后角变形,即焊前将组好的焊件向焊后角变形的反向折弯一定的反变形量,横焊试板的反变形比平焊稍大。焊件装配如图4。
4.打底层焊接
(1)基本操作
采用左向焊法,一层一道。焊丝与水平板夹角为35°~45°,焊炬倾角为10°~20°,焊炬角度如图5所示。

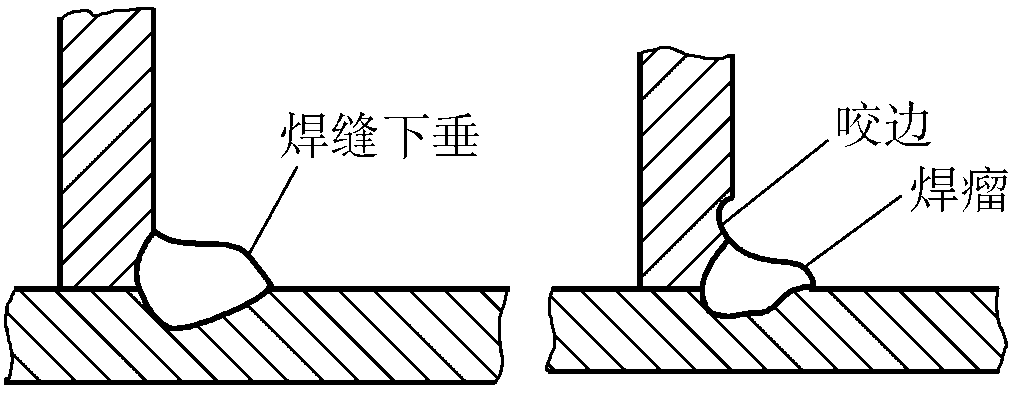
焊接过程中,如果焊炬对准的位置不正确,引弧电压过低或焊速过慢都会使熔液下淌,造成焊缝的下垂;如果引弧电压过高、焊速过快或焊炬朝向垂直板,致使母材温度过高,则会引起焊缝的咬边,产生焊瘤。
(2)技能技巧
1)焊接过程中,如果焊枪对准的位置不正确,引弧电压过低或焊速过慢都会使熔池金属下淌,造成焊缝下垂。
2)如果引弧电压过高、焊接速度过快或焊枪朝向垂直板,致使母材温度过高,则会引起焊缝咬边,产生焊瘤。
3)打底层焊缝背面余高最好为0.5~2 mm。保持正确的焊枪角度,焊缝平整,不出现夹沟,焊缝厚度控制在3~4mm。
5.盖面层
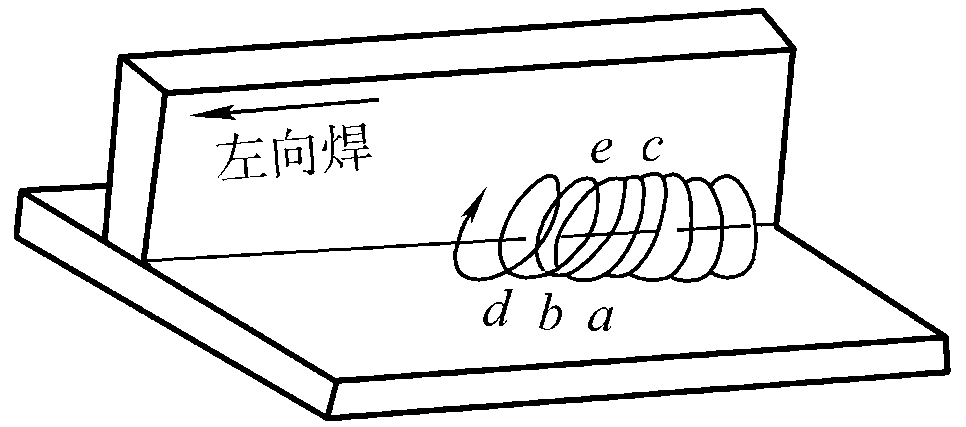
(1)盖面层焊接前先将打底层焊缝周围飞溅和不平的地方修平。焊丝与水平板夹角和焊枪倾斜角与第一层相同,采用斜圆圈形运丝法, 并以左焊法进行焊接,如图7所示。
(2)技能技巧
1)盖面层的焊缝成形要均匀、平整、美观。
2)运条时焊条摆动幅度和间距更加均匀、一致,电弧摆动到坡口边缘a、b两点时,要稍作停顿,始终控制电弧熔化棱边1mm左右,从而获得宽度一致的平直焊缝。
试件及现场清理
将焊好的试件用敲渣锤除去药皮渣壳,再用钢丝刷反复清理焊道,除去焊缝表面及附近细小飞溅和灰尘。注意不得破坏试件原始表面,不得用水冷却。操作结束后,整理工具设备,关闭电源、清理场地,将电缆线盘好,做到安全文明生产,并填写交班记录。
五、工作总结和评分标准
本任务学习过程中以 10mm 低碳钢板T形接头平角焊接为载体,分析熔化极气体保护焊焊接操作人员工作岗位所需的知识、能力、素质要求,凝练岗位典型任务。教学过程旨在培养学生使用熔化极气体保护焊进行 10mm 低碳钢板T形接头平角焊接打底层和盖面层的焊接操作能力,其中每一层的焊接操作要点及焊接质量控制是教学重点和难点。教学过程中建议采用模块化教学,学生以小组的形式完成任务,培养学生自主学习、与人合作、与人交流的能力。
表3 低碳钢板横对接试件外观评分标准
加密号
合计得分
(满分 100)
检查项目
标准、分数
焊缝等级
得分
I
II
III
IV
焊缝余高
准(mm)
0~1
>1 ,≤2
>2 ,≤3
>3 ,<0
分数
16
12
8
0
焊缝高低差
准(mm)
≤1
>1 ,≤2
>2 ,≤3
>3
分数
14
8
2
0
焊缝宽窄差
准(mm)
≤1.5
>1.5 ,≤2
>2 ,≤3
>3
分数
10
6
2
0
咬边
准(mm)
0
深度≤0.5且长度≤15
深度≤0.5长度>15,≤30
深度>0.5或深度≤0.5且长度>30
分数
20
14
8
0
背面焊缝凹陷
准(mm)
0
>0 ,≤1
>1 ,≤2
>2
分数
10
6
2
0
背面焊缝凸起
标准 (mm)
0~1
>1 ,≤2
>2 ,≤3
>3
分数
10
6
2
0
错边量
准(mm)
0
≤0.7
>0.7 ,≤1.2
>1.2
分数
10
6
2
0
角变形
准(mm)
0~2
>2 ,≤3
>3 ,≤5
>5
分数
10
6
2
0
注: 1. 焊缝未盖面、焊缝表面及根部已修补或试件做舞弊标记则该单项作 0 分处理。
2. 凡焊缝表面有气孔、夹渣、裂纹、未熔合、未焊透、焊瘤等缺陷之一的,该试件外观为 0 分。
3. 其他违反技术操作要求规定的,该试件外观为 0 分。
六、工作实施任务单
任务名称 | 低碳钢板T形接头平角二氧化碳气体保护焊 | 学时 | 班级 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
学生姓名 | 学生组号 | 任务成绩 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
实训设备 | 实训场地 | 日期 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
任务要求 | 1.制定装配与焊接方案; 2.加工工件并按要求装配; 3.调节焊接参数; 4.进行盖面层焊接操作; 5.按照相关标准进行检测焊接质量; | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
任务目的 | 完成低碳钢板T形接头平角二氧化碳气体保护焊 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
一、咨讯 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
说明:请同学们通过查阅教材,上网搜索,分析讨论,获取有效信息。
3.T形接头平角焊容易产生的缺陷及克服措施。 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
二、决策与计划 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
说明:根据任务要求,确定所需要的设备、工具、资料,并对小组成员进行合理分工,编写制作焊接加工工艺计划。
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
三、实施 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
说明:按照确定的计划进行任务实施,并将实施的主要流程内容,每个流程中遇到的问题等实施情况及完成时间填写至表中。
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
四、检查 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
说明:由组长填写小组实训过程中出现的主要问题,每位组员自己的任务完成后检查中出现的问题,修改、完善的内容都写在报告纸上。
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
五、评价 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
1、请根据自己任务完成的情况,对自己的工作进行自我评价,并提出改进意见(修改在报告纸上)。 2、组长对小组成员工作情况进行评价。 3、老师对每位学生的工作情况进行评价,并进行点评,总结重点和难点重点难点。 过程性考核评价表
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

地址:聊城市高新区光岳南路199号
邮 编:252000招生咨询电话:0635-8503000
办公电话:0635-8503020,8503030




鲁ICP备09037202号-2鲁公网安备37150202000413号技术支持:0635-850302915562883039©2014 聊城市技师学院版权所有